
| Каталог продукции Области применения Рекомендации производителей Полезная информация Контакты |
Поиск по сайту
Новости
Специальная водоустойчивая смазка Elkalub VP 818
 Используется для смазывания бесшумных подшипников со скоростным фактором ndm от 500.000.
Используется для смазывания бесшумных подшипников со скоростным фактором ndm от 500.000.
| 02.07.2014 |
Используется для смазывания деталей оборудования, применяемого в пищевой промышленности.
| 04.06.2014 |
Чистящий спрей FLC675R+S для цепей
 Используется для смазки цепей, а также для энергоблоков, которые подлежат ремонту.
Используется для смазки цепей, а также для энергоблоков, которые подлежат ремонту.
| 29.04.2014 |
 Cпрей для очистки поверхностей от масел, жиров, воска, грязи и остатков краски.
Cпрей для очистки поверхностей от масел, жиров, воска, грязи и остатков краски.
| 20.03.2014 |
 Синтетическое масло LFC 9068 получило допуск от Atlas Copco и Kaeser.
Синтетическое масло LFC 9068 получило допуск от Atlas Copco и Kaeser.
| 11.03.2013 |
При наличии точных систем приводки в процессе установки печатных форм для отдельных цветоделенных изображений не требуется предварительная настройка для совмещения изображений. Точная установка подачи печатных красок может быть выполнена после печати первого листа в несколько этапов.
Подача краски на отдельные участки формы, разделенной на зоны (рис. 2.1-158), зависит от требуемого объема краски на печатной форме. Каждая красочная зона должна быть настроена на подачу соответствующей толщины слоя на форму в направлении печати. Это достигается изменением угла поворота дукторного цилиндра в красочном резервуаре. Кроме того, существует необходимость точной установки красочных зональных щелей одной печатной секции и следующих за ней других секций (рис. 2.1-13 и 2.1-126).
Настройка красочных зон является трудоемким процессом, если печатник производит ее вручную последовательно секция за секцией. Кроме того, это очень сложный процесс, и результат зависит от опыта печатника и качества его визуальной оценки зональной потребности в краске и ее настройки. Дистанционное регулирование подачи краски через панель управления машины известно уже давно. Однако количественная оценка точной предварительной установки зональной подачи краски отсутствовала. Существенный прогресс в сокращении времени настройки был достигнут с созданием так называемых сканеров печатной формы. С их помощью на печатной форме, прежде чем она будет закреплена в секции машины, автоматически измеряется относительная зональная потребность в краске. Первые такие устройства появились в 1982 г. (например, DEMIA фирмы Dainippon Printing и СРСЗ фирмы Heidelberg, раздел 2.1.4.1, рис. 2.1-127).
Рис. 1.2-162. Устройство считывания печатных форм для опреде-
ления зональной потребности в краске офсетной печатной формы
(СРС 31, Heidelberg)
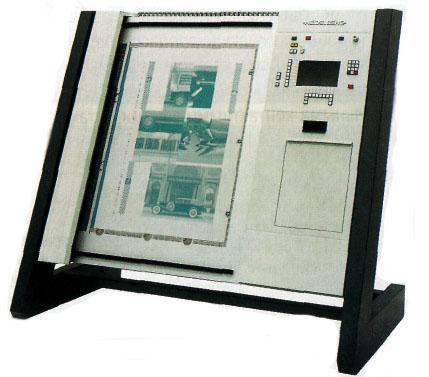
На рис. 2.1-162 представлено устройство для считывания печатной формы. Посредством оптической системы (на основе различных характеристик отражения от печатающих элементов изображения и свободных от краски участков поверхности) определяется средняя процентная площадь поверхности в пределах красочной зоны (полная поверхность соответствует 100%). В алгоритме, учитывающем конструкцию красочного аппарата, характеристическую кривую печатного процесса, влияние краски и бумаги, определяется установка красочных зон и объем краски, по- даваемой дукторным цилиндром. Информация может быть передана либо непосредственно через канал передачи данных к машине, либо через носитель (например, ЗУ типа Flash Card), на котором может содержаться информация. На основе этих данных регулировка подачи краски может выполняться предварительно во всех печатных секциях машины еще до того, как будут закреплены формы и начнется процесс подачи бумаги в машину. По данным о потребности в краске и ее распределении на печатной форме могут быть выполнены дальнейшие установки.
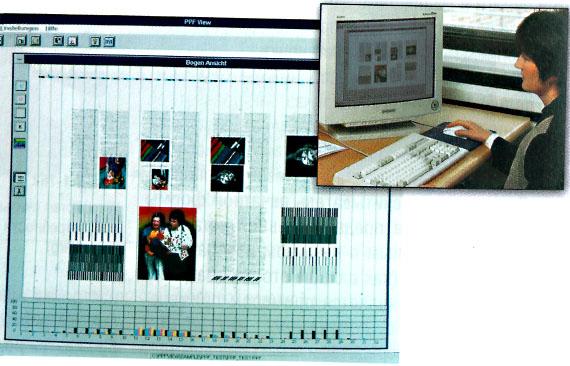
Современные системы управления дают возможность полностью описывать заказ на допечатной стадии в цифровом виде. Они позволяют рассчитывать параметры подлежащего печати тиражного оттиска и отдельных цветоделенных изображений по зонам. В этом случае считыватель печатной формы не нужен. Вычисление предварительной установки подачи краски по данным о печатном изображении на допечатной стадии (как дальше это рассматривается в разделе 8.2.3) является примером применения так называемого допечатного интерфейса (Prepress Interface). Посредством его и специального формата данных PPF (Print Production Format) может быть получена информация для предварительной настройки машины, в частности, и для подачи красок. На рис. 2.1-163 показано, как на мониторе отображается результат расчета площади поверхности в различных цветовых зонах основных красок четырехкрасочного процесса (черной, голубой, пурпурной и желтой) для отдельных печатных секций. Расчет и установка подачи краски выполняется компьютером, встроенным в пульт управления.
Рис. 2.1-163. Определение зональной площади запечатки для офсетных печатных форм из файла данных для описания многокрасочного печатного листа (Prepress Intertace CPC 32/CIP3-PPF Heidelberg)
В офсетной печати происходит подача в печатные секции увлажняющего раствора. Она также может предварительно устанавливаться. На основе потребности в краске, зависящей от характера заказа, можно определить путем расчетов необходимое количество увлажняющего раствора и по этим данным предварительно устанавливать его подачу соответственно типу увлажняющего аппарата. В этом случае не требуется обеспечения зональной подачи, достаточно установки среднего значения частоты вращения дукторного цилиндра увлажняющего аппарата. Он наносит на печатную форму слой толщиной от 1 до 2 мкм (для особых случаев имеется, например, воздуходувное устройство, посредством которого можно регулировать зональную подачу увлажняющего раствора).
Итак, число оборотов вращения дуктора увлажняющего аппарата может устанавливаться одновременно с данными предварительной установки подачи краски по зонам. Фактическое нанесение краски на печатную форму зависит от многочисленных исходных данных, среди которых гидродинамические процессы переноса краски из красочного ящика на систему валиков, расщепление и прохождение потока краски в промежутке между отдельными контактными зонами, а также фазовое положение осевого раската.
Важно учесть влияние увлажняющего раствора при образовании эмульсии «краска-вода». Характер переноса краски от красочных накатных валиков на печатную форму, так же как и с печатной формы на офсетное полотно, а затем с него на бумагу, должен учитываться при установке натиска в печатном аппарате. Теоретические расчеты позволяют приближенно задать его установку, затем она корректируется с учетом результата процесса печати. Возможно внедрение систем, применяющих специальные обучающиеся алгоритмы. Они позволяют по отклонениям между предварительной и фактической установкой подачи краски точно настраивать систему без участия человека, использовать полученные результаты в последующих регулировках. Такие обучаемые адаптивные системы способствуют успешной предварительной установке подачи краски, базируясь на принятых стандартных величинах. Если печать не стандартизирована, то существует возможность предварительной настройки подачи краски посредством ввода данных характеристических кривых, соответствующих определенному заказу.